
素材生産とは — 林業の中核工程の全体像
立っている木を倒し、枝を払い、決まった長さに切り、山から下ろし、トラックに積んで市場や工場へ運ぶ。これが素材生産だ。
シンプルに聞こえるが、現場はシンプルではない。急傾斜地での伐倒判断、かかり木の処理、雨上がりのぬかるんだ作業道、土場のスペース管理。一つひとつの工程に、教科書には載っていない現場の判断がある。
国産材の素材生産量は、2002年を底に増加傾向が続いてきた。2023年の素材供給量のうち国産材は約2,064万m³で、素材供給量全体に占める国産材比率は87.2%まで上昇した(農林水産省「木材統計」)。人工林の過半が主伐期を迎えたことで、「伐って使える山」が増えている。
素材生産の工程は、大きく分けて5つのステップで構成される。
1. 伐倒(ばっとう) — 立木を倒す
2. 造材(ぞうざい) — 枝を払い、定められた長さに玉切りする
3. 集材(しゅうざい) — 伐倒・造材した丸太を作業道や土場まで集める
4. 運材(うんざい) — 土場からトラックで原木市場や工場へ運ぶ
5. 造林(ぞうりん) — 伐採跡地に苗木を植え、次世代の森をつくる
最後の造林は「生産」ではなく「再生産への投資」だが、伐ったら植えるのが持続的林業の大前提であり、素材生産と切り離せない工程だ。近年は伐採から造林までを同一の施業体系で行う「一貫作業システム」が推進されている。
伐採(伐倒・造材)の基本
伐倒
伐倒は素材生産の起点であり、最も危険な工程だ。
チェーンソーによる人力伐倒が依然として主流だが、ハーベスタによる機械伐倒も増えている。チェーンソー伐倒の基本は「受け口」と「追い口」の組み合わせ。受け口(倒す方向に入れるV字型の切れ込み)を先に作り、反対側から追い口を入れて「つる」(蝶番の役割をする切り残し部分)で倒す方向をコントロールする。
言葉にすれば簡単だが、実際の山では1本として同じ木はない。傾斜、風向き、隣接木との距離、枝の偏り。これらを瞬時に読んで伐倒方向を決める。判断を誤ればかかり木になり、最悪の場合は死亡事故につながる。
林業の労働災害のうち、伐木作業中の死亡事故が全体の約7割を占める。なかでもかかり木に起因する事故が突出して多い。「かかり木は絶対に放置しない」「かかり木の下には絶対に入らない」。この2つは現場の鉄則だ。
造材
伐倒した木の枝を払い、用途別に定められた長さに切る(玉切りする)のが造材だ。
造材の精度が売上を左右する。なぜか。同じスギの丸太でも、長さと径によって仕分け先が変わるからだ。
- A材(製材用)— 通直で径が太く、節が少ない良質材。最も単価が高い
- B材(合板用)— A材ほどの品質は求められないが、一定の径と長さが必要
- C材(チップ用)— 曲がり材、小径材、虫害材など。バイオマス発電の燃料にもなる
- D材(残材)— 枝条や端材。かつては山に放置されていたが、近年はチップ化される場合もある
プロセッサ(造材専用の高性能林業機械)を使えば、枝払いから玉切りまでを1台でこなせる。機械のセンサーが径と長さを自動計測し、設定した規格に合わせて切断する。手作業と比べて仕分け精度が格段に上がる。
集材方法の選択(車両系 vs 架線系)
造材した丸太を土場まで集める工程が集材だ。地形によって方法が大きく異なる。
車両系集材
比較的緩傾斜(おおむね35度以下)で、作業道が開設できる現場では車両系が主力になる。
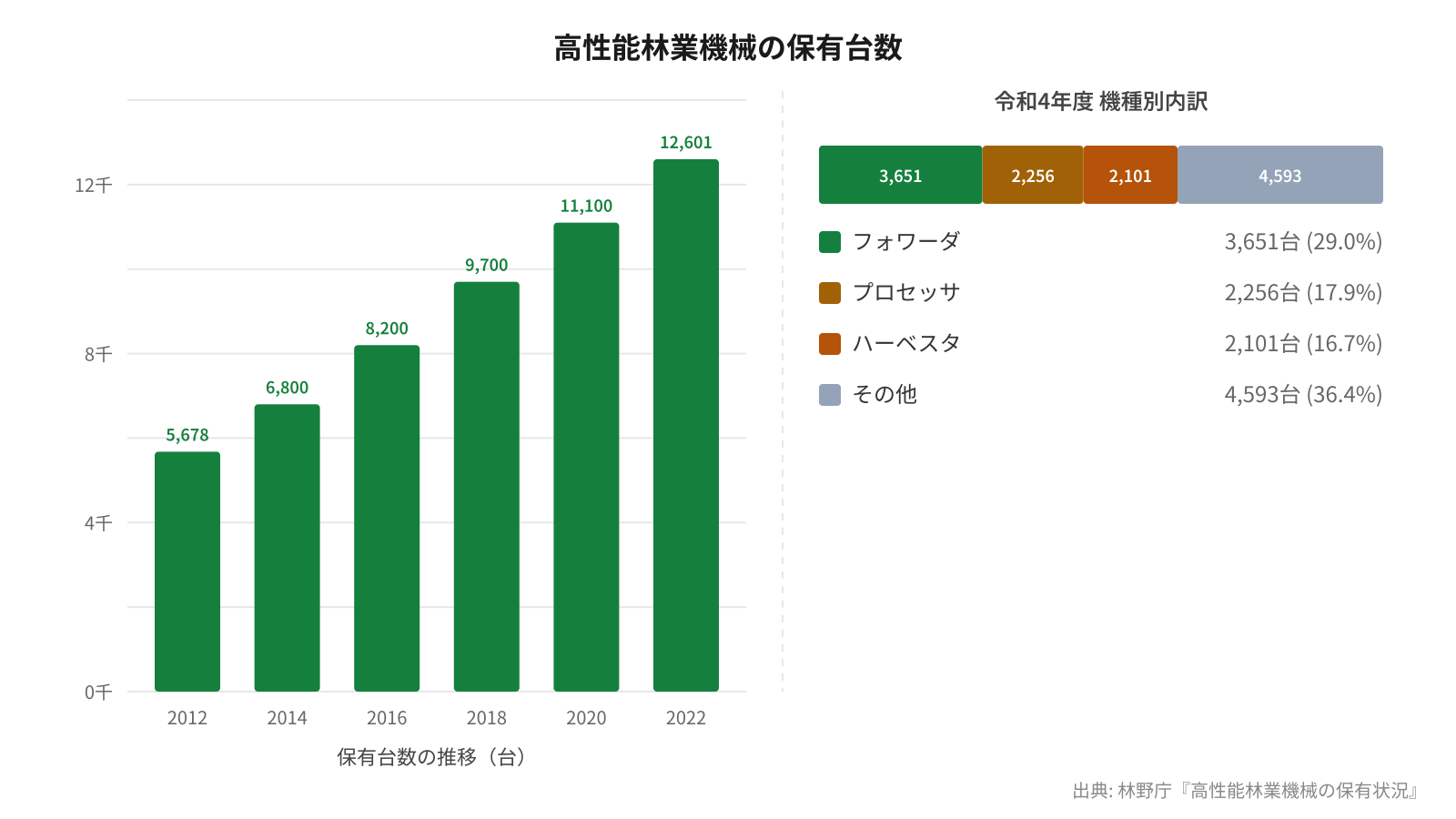
フォワーダ — 造材した丸太を荷台に積んで運搬する。グラップル(つかみ装置)付きなら積み込みも1人で可能。令和4年度の全国保有台数は3,651台で、高性能林業機械の中で最も多い(林野庁調べ)。
スキッダ — 丸太をワイヤーで引きずって集材する方式。北米では主流だが、日本の急傾斜地では使える場面が限られる。
車両系集材の大前提は作業道だ。道がなければ機械は入れない。路網整備と集材方法は一体で考える必要がある。
架線系集材
急傾斜地(35度以上)や、作業道を開設できない地形では架線集材が選択肢になる。
タワーヤーダ — 柱(タワー)を立ててワイヤーを張り、丸太を空中搬送する。急傾斜地での集材に強いが、架設・撤去に時間がかかり、1回の設置で集材できる範囲が限定される。
スイングヤーダ — 油圧ショベルのベースマシンにウインチを搭載したもの。タワーヤーダほどの搬送距離はないが、架設が簡易で機動性が高い。日本の林業現場では使い勝手の良さから普及が進んでいる。
架線系は車両系と比べてコストが高く、設置に専門技術が必要だ。しかし日本の人工林は急傾斜地に多く、架線系なしでは手が届かない山がある。「作業道を通せるか」を最初に判断し、通せないなら架線系、通せるなら車両系。この判断が現場の出発点になる。
搬出と運材 — 土場から市場まで
土場の役割
土場(どば)は素材生産の要だ。伐採現場から集材された丸太を一時的に集積し、仕分け・検収・積み込みを行う場所。
土場の確保が難しい現場は多い。とくに山間部では平坦なスペースが限られる。土場が狭いと仕分けが雑になり、A材がC材扱いで出荷される――つまり売上が落ちる。土場の広さと配置は、現場の利益に直結する。
運材
土場からの運材は、主に10tトラック(大型)または4tトラック(中型)で行う。
林道の幅員や勾配によってトラックのサイズが制限される。林道から公道への接続部(通称「取り付き」)の状況も重要だ。大型トラックが転回できないような取り付きでは、中型に積み替えるか、自走式の運材車を使うことになり、コストが上がる。
原木市場への出荷が従来の主流だったが、近年は製材工場や合板工場への直送が増えている。林野庁の資料によると、素材生産事業者等から木材加工事業者への直送比率は41.8%に達した。直送は市場手数料が不要になる反面、安定した供給量を求められるため、ある程度の事業規模が必要だ。
路網整備の基本と計画
路網は林業の血管だ。血管が通っていない山からは、木を出せない。
路網の種類
林業の路網は、大きく3つの層で構成される。
林道 — 幅員4m以上の恒久的な道。大型トラックが通行でき、公道に接続する幹線の役割を果たす。開設コストが高く、用地交渉も必要。
林業専用道 — 幅員3m程度。10tトラックの通行を想定した準幹線。林道ほどのコストはかからないが、法面の保護や排水設備は必要。
森林作業道 — 幅員2.5〜3m程度。フォワーダやプロセッサなどの林業機械が走行する末端の道。最も開設延長が長く、林業の日常作業に直結する。
この「幹線(林道)→ 準幹線(専用道)→ 支線(作業道)」の3層構造が、効率的な路網設計の基本だ。
なぜ日本の路網密度は低いのか
日本の林道密度は先進林業国と比べて低い。林野庁の資料でも、路網密度の向上が林業の生産性改善に不可欠とされている。
背景には、急峻な地形、多雨による路面流出のリスク、森林所有の零細性(開設に多数の所有者合意が必要)、開設コストの負担感がある。とはいえ、路網がなければ機械は入れず、機械が入らなければ生産性は上がらない。この「鶏と卵」を補助事業で打破するのが現実的な路線だ。
路網は「作ったら終わり」ではない。台風や集中豪雨で崩れることがある。維持管理コストも含めた長期的な投資計画が必要で、排水構造(横断溝・洗い越し)の設計が耐久性を大きく左右する。
高性能林業機械の種類と選定
高性能林業機械の全国保有台数は、令和4年度(2022年度)時点で12,601台。10年前の2012年度には5,678台だったから、約2.2倍に増えた(林野庁「高性能林業機械の保有状況」)。
主な機種と役割
機種 | 主な作業 | 令和4年度保有台数 |
|---|---|---|
フォワーダ | 丸太の運搬・集積 | 3,651台 |
プロセッサ | 枝払い・玉切り・集積 | 2,256台 |
ハーベスタ | 伐倒・枝払い・玉切り・集積 | 2,101台 |
スイングヤーダ | 架線による集材 | — |
タワーヤーダ | 架線による長距離集材 | — |
フェラーバンチャ | 伐倒・集積 | — |
(出典:林野庁業務資料)
選定の考え方
「何を買うか」より「どの作業システムを組むか」が先だ。
機械は単体で使うものではなく、組み合わせて作業システムを構築する。たとえば緩傾斜地の車両系システムなら「ハーベスタ(伐倒・造材)+ フォワーダ(運搬)」の2台が基本構成になる。急傾斜地の架線系なら「チェーンソー(伐倒)+ スイングヤーダ(集材)+ プロセッサ(造材)+ フォワーダ(運搬)」と台数が増える。
機械の価格は高額だ。ハーベスタで3,000〜5,000万円、フォワーダで1,500〜3,000万円が目安(※機種・メーカー・仕様により大幅に異なる)。購入費だけでなく、年間の維持費(部品交換・修理・保険)も数百万円単位でかかる。
稼働率が損益分岐を決める。年間稼働日数が200日を切るなら、購入よりリースのほうが合理的なケースが多い。複数の事業体で共同保有・共同利用する方法もある。
所有者別の内訳を見ると、会社(民間事業体)が8,271台で全体の約66%、森林組合が3,300台で約26%。民間事業体が機械導入を牽引している構図だ。
安全管理 — 林業の労災率は全産業最悪水準
素材生産は、日本で最も危険な仕事の一つだ。
林業の死傷年千人率は24.7で、全産業平均2.7の約10倍(厚生労働省「労働災害統計」令和3年)。建設業(4.7)や製造業(2.6)と比べても突出して高い。
事故の特徴
林業労働災害には明確なパターンがある。
伐木作業中の事故が7割 — とくにかかり木処理中の事故が多い。かかり木を放置して別の木を伐倒し、2本目が跳ね返って被災する事例が繰り返されている。
経験年数の短い作業者の事故が多い — 年齢に関係なく、経験年数が浅い作業者が被災するケースが目立つ。新規就業者の安全教育が不十分なまま現場に出ている可能性がある。
単独作業での重篤化 — 1人で作業中に被災し、発見が遅れて重篤化する。携帯電波が届かない山中では通報もできない。
安全対策の基本
防護装備の着用 — チェーンソー防護ズボン(チャップスまたは防護パンツ)、防護ブーツ、ヘルメット(バイザー・イヤーマフ付き)。これを着けずにチェーンソーを持つのは論外だが、未着用の作業者は依然として存在する。
2人以上での作業 — 伐倒作業は原則2人以上。退避場所の確保、合図の徹底、互いの位置確認を習慣化する。
かかり木処理の手順遵守 — かかり木処理専用の器具(ターニングストラップ、フェリングレバー等)を使用し、「元玉切り禁止」「かかられている木の伐倒禁止」のルールを徹底する。
林野庁は令和3年以降10年を目途に、林業における死傷年千人率を半減させる目標を掲げている。機械化による危険作業の代替、VRを使った安全教育、GPS端末による作業者の位置管理など、技術面からのアプローチも進みつつある。
コスト管理と生産性指標
素材生産のコスト管理は、「1m³あたりいくらで出せたか」に尽きる。
m³あたり生産コスト
素材生産の総コストを生産量で割った「m³あたり生産コスト」が基本指標だ。この数値が山元立木価格と素材販売価格の差を上回れば利益が出る。下回れば赤字だ。
コストの内訳は大きく4つに分かれる。
人件費 — 作業員の日当・月給。コスト全体の4〜5割を占めることが多い。
機械費 — 機械の減価償却、燃料、維持修繕。高性能林業機械を導入している事業体ではコスト全体の3〜4割に達する。
路網関連費 — 作業道の開設・補修。補助事業を活用しないと事業体の負担が大きい。
運材費 — 土場から市場・工場への輸送費。距離と道路状況に依存する。
生産性の指標
1人1日あたり生産量(m³/人・日) — 作業員1人が1日に何m³の丸太を生産したか。チェーンソー主体の手作業なら3〜5m³、高性能林業機械を組み合わせた作業システムなら10〜20m³以上を狙える。
機械1台あたり日処理量 — ハーベスタなら1日30〜80m³(現場条件により大きく変動)。この数字と稼働日数をかけ合わせて、年間の損益分岐台数を計算する。
コスト削減の現実的なレバー
理屈では「路網を整備して機械の稼働率を上げれば生産性が上がる」とわかっていても、それができないから苦労している事業体が大半だ。
現実的に効果が出やすいのは以下の3つ。
仕分け精度の向上 — 同じ山から出る丸太でも、仕分けの精度で総売上が1〜2割変わる。A材をB材扱いで出荷するロスを減らすだけで利益率が改善する。プロセッサの自動計測機能を活かせば、人の目より正確な仕分けが可能だ。
作業道の配置最適化 — 作業道は「とりあえず通す」のではなく、集材距離を最小化するように計画的に配置する。GPSとGISを使った事前設計が有効。現場での判断だけに頼ると、遠回りの道を開設してしまう。
直送比率の向上 — 原木市場を経由すると手数料がかかる。直送なら手数料分がそのまま利益になる。ただし、安定した量を計画的に供給する体制が前提。月に数十m³しか出せない規模では、直送先の工場が相手にしてくれない。
まとめ — 現場判断の基準
素材生産は、林業の中で最も「現場力」が問われる工程だ。
地形を読み、木を読み、天候を読み、機械と人を配置して、安全に、効率よく、丸太を山から出す。この一連の判断力は、教科書やマニュアルだけでは身につかない。
ただし、判断の「基準」は持っておくべきだ。
伐倒方向の判断 — 迷ったら安全側に倒す。効率より安全。かかり木になりそうなら、別の木から先に伐る。
集材方法の選択 — 傾斜35度が一つの目安。それ以下なら車両系、それ以上なら架線系を検討する。ただし土質や岩の有無でも変わる。
機械の導入判断 — 年間稼働200日が損益分岐の目安。それを下回るならリースか共同利用。購入は稼働が確保できてから。
仕分けの基準 — 「これはA材かB材か」で迷ったら、径と長さを計測し直す。目視の「だいたい」が年間で数十万円の差を生む。
高性能林業機械の保有台数は10年で2.2倍に増えた。国産材の素材供給比率は87%を超えた。道具も環境も、確実に整いつつある。あとは、それを現場で使いこなす人間の判断力だ。
FAQ
Q. 素材生産を始めるのに最低限必要な機械は?
チェーンソーとフォワーダ(または林内作業車)があれば、小規模な素材生産は可能だ。ただし、ある程度の生産量を目指すならプロセッサかハーベスタの導入が現実的になる。最初はリースや中古機で始め、稼働が安定してから新品の導入を検討するのが堅実なやり方だ。
Q. ハーベスタとプロセッサの違いは?
ハーベスタは「伐倒+枝払い+玉切り+集積」を1台でこなす多機能機。プロセッサは「枝払い+玉切り+集積」の造材専用機で、伐倒機能がない。ハーベスタのほうが高額だが、伐倒から造材までを1台で完結できるため作業員数を減らせる。急傾斜地ではハーベスタでの伐倒が難しく、チェーンソーで伐倒してプロセッサで造材する組み合わせが一般的だ。
Q. 架線集材は今でも使われているのか?
使われている。日本の人工林は急傾斜地に多く、作業道を開設できない現場では架線集材が唯一の選択肢になる。とくにスイングヤーダは油圧ショベルベースで機動性が高く、普及が進んでいる。ただし、架設・撤去に専門技術が必要で、できるオペレーターが限られることが課題だ。
Q. 造林(再造林)は必須なのか?
法的には、森林法に基づく伐採届と造林届の提出が義務づけられている。伐採後に造林を行わないと、市町村長から造林命令が出される場合がある。環境面でも、伐りっぱなしの皆伐は土砂災害リスクを高める。「伐ったら植える」は林業の持続可能性の根幹であり、コストがかかるとしても避けて通れない工程だ。近年はエリートツリー(成長が早い品種)やコンテナ苗の活用で造林コストの低減が進んでいる。
Q. 素材生産のコストを下げる最も効果的な方法は?
1つだけ選ぶなら「路網整備」だ。道があれば機械が入り、機械が入れば生産性が上がり、コストが下がる。ただし路網整備自体にコストがかかるので、補助事業を活用しつつ、長期的な作業計画と一体で設計するのが前提だ。短期的に効果が出やすいのは「仕分け精度の向上」で、追加投資なしで売上を改善できる。