
水産加工会社で歩留まり率が5%違えば年間数千万の差が出る。成否を分けるのは原料管理と製造ライン設計だ。
主要データ
- 国内水産加工品生産量:156万トン(水産庁「水産加工業をめぐる情勢」2024年度版)
- 水産加工業の事業所数:4,839事業所(2023年工業統計調査)
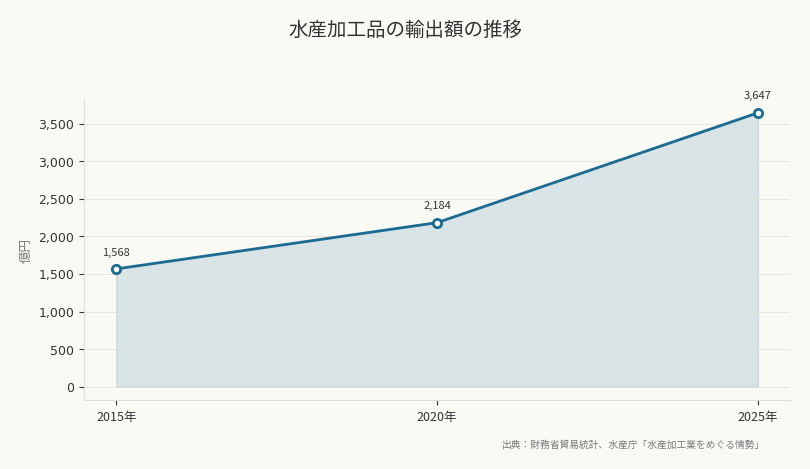
- 水産加工品の輸出額:3,647億円(財務省貿易統計2025年)
- 廃棄率(処理残さ)の業界平均:42.3%(水産庁調査2024年度)
地方の水産加工会社で起きた原料管理の失敗
典型例だ。北海道のある水産加工会社でサバの塩漬け製品ラインを立ち上げた際、水揚げ直後の鮮魚を3時間以内に処理する計画だったが、実際には漁港からの運搬に4〜5時間かかり、到着時には腹部に鮮度落ちのサインが出ていたため、結果として歩留まり率が計画より7.8%低下し、初年度で1,200万円以上の損失を出した。
原因は明快だ。この失敗の背景には、漁模様の変動を甘く見ていた判断があり、教科書では「水揚げ後〇時間以内に加工」と書かれている一方で、時化が続けば水揚げそのものが数日遅れ、さらに凪の日に大量入荷が重なれば漁協の選別場がパンクして出荷も遅れるため、加工会社側に必要なのは「理想の処理時間」ではなく「変動を前提にした在庫バッファと処理能力」にほかならない。
数字が物語る。水産庁「水産加工業をめぐる情勢」(2024年度版)によると、国内の水産加工品生産量は156万トンだが、事業所数は2013年の6,195から2023年には4,839へ減少している一方で、輸出額は2015年の1,568億円から2025年には3,647億円へ倍増しており、淘汰が進むなかで生き残る会社は規模を拡大し海外市場を開拓していることが見て取れる。その差を生むのが原料管理と製造効率だ。
水産加工会社が失敗する3つの構造的原因
原料の鮮度管理が机上の空論になる
難所はここだ。水産加工で最も難しいのは原料の状態が日によって大きく変動することであり、漁獲時の海水温、漁法(巻き網か定置網か一本釣りか)、水揚げから入荷までの時間がすべて鮮度に影響するため、特に活け〆された魚と網で圧死した魚では、同じ時間経過でも鮮度の落ち方が全く違う。
基準だけでは足りない。現場では「入荷時の魚体温が15℃を超えたら即日処理」という基準を使う会社が多いが、これだけでは不十分であり、腹部の硬さ、目の濁り、鰓の色を複合的に見てロットごとに処理優先順位をつける必要があるため、静岡のある加工会社では入荷時に3段階評価(A:活け締め同等、B:標準、C:即日処理必須)を記録し、Cランクは優先ラインに回す運用を徹底している。
誤解が多い。多くの新規参入者は「冷蔵設備さえあれば鮮度は保てる」と考えがちだが、5℃以下に冷却しても魚体内部の酵素活性は止まらず、サバやイワシのような多脂肪魚では脂質の酸化が急速に進むため、製品にした段階で既に異臭が出て、返品やクレームに繋がる。甘く見てはならない。
製造ラインの設計が需要変動に対応できない
収益を分ける。水産加工会社の収益を左右するのは製造ラインの柔軟性であり、需要の多い時期に処理能力が足りず、閑散期には設備が遊ぶという波に対応できない会社は、人件費と設備コストの両面で確実に赤字になる。
具体例がある。宮城のある加工会社はカツオ節製造ラインを単一製品専用にしていたため、秋の不漁時には稼働率が35%まで落ちて固定費をカバーできなくなったが、一方で隣町の競合は同じラインでサバ節とイワシ節も処理できる設計にしており、カツオの入荷が減っても他の魚種で稼働を維持していたため、製造ラインの汎用性設計が年間収益で2.3倍の差を生んだ。
大きければいいわけではない。よく「設備投資は大きいほうが効率的」と言われるが、それは大量入荷が安定している前提であり、小規模漁港周辺ではむしろ小ロット対応型の設備を複数持つほうが現実的である。1日10トン処理できる大型ラインを1本より、3トンラインを3本持つほうが、変動に強い。
廃棄物処理コストを過小評価する
盲点になりやすい。水産加工で発生する処理残さ(内臓、頭部、骨、皮)は魚種によって全体重量の30〜60%に達するため、この処理コストを甘く見ると製造原価が想定の1.5倍になる。
見落としは危険だ。水産庁の調査(2024年度)によると、水産加工業の廃棄率は平均42.3%だが、これは焼却や埋め立てまで含めた処理コストを意味しており、廃棄物処理業者への委託費は地域によって1トンあたり2.5万〜6万円と幅があるうえ、処理残さを運搬する車両の手配、保管用冷蔵庫の確保、悪臭対策の設備も必要になるため、実際の負担は想定以上に重い。
発想次第だ。鹿児島のある加工会社は処理残さを魚粉原料として売却するルートを確保し、逆に収益源へ変えたが、これには一定の品質管理(鮮度を保ったまま出荷、異物混入ゼロ)が求められる。処理残さを「ゴミ」と見るか「原料」と見るかで、収益構造は根本から変わる。
水産加工会社を立ち上げる正しい手順
Step 1: 原料供給元の確保と契約条件の詰め
最初が肝心だ。まずやるべきは原料魚の供給元を固めることであり、漁協、産地仲買、養殖業者のいずれと組むかで事業の安定性が決まるため、単発の市場買いに頼ると価格変動と供給不安定によって経営が成り立たない。
具体的な契約内容として押さえるべきは以下だ。
- 年間供給量の最低保証と変動幅(例:年間500トン、月間±20%の変動許容)
- 価格決定方式(固定価格か、市場連動か、上限下限を設定するか)
- 品質基準(鮮度の定義、サイズ規格、混獲物の扱い)
- 入荷スケジュール(週何回、何時までに納品、時化時の対応)
- 支払いサイト(現金か掛けか、締め日と支払い日)
実務では段階が要る。漁協との直接契約が最も安定する一方で、漁協側は大口取引先を優先するため、新規参入者はまず小ロットから始めて実績を作り、段階的に取引量を増やす戦略が現実的であり、長崎のある加工会社は最初の1年間を週1回・2トンの納品から始め、3年目に週4回・計15トンまで拡大した。水産庁「漁業・養殖業生産統計(令和5年)」によると、国内の海面漁業生産量は約317万トンで、このうち加工用に回るのは約半数とされるが、漁獲量の地域差・魚種差が大きく、安定調達には複数産地との契約が有効だ。
Step 2: 製造設備の選定と配置設計
設備は目的で決まる。製造設備は処理する魚種と製品形態で必要なものが変わり、冷凍品なら急速凍結機、干物なら乾燥設備、缶詰なら殺菌レトルト釜が要るが、ここで重要なのは「最初から完璧を目指さない」ことだ。
結論は明確だ。初期投資は必要最小限に絞り、売上が立ってから段階的に設備を追加するのが鉄則であり、初年度から大型設備を導入して失敗した例は無数にあるため、青森のある加工会社のように1億円超の自動フィレマシンを導入しても、原料の安定供給ができず稼働率が30%に留まり、3年で撤退する事態は十分に起こりうる。
設備選定の優先順位は以下だ。
- 原料保管用の冷蔵・冷凍設備(これがないと事業が始まらない)
- 基本的な前処理設備(洗浄、選別、計量)
- 主力製品の製造設備(焼成、乾燥、冷凍など)
- 包装・梱包設備(真空パック機、ラベラー)
- 自動化・省力化設備(稼働が安定してから導入)
配置にも理屈がある。配置設計では原料の動線を最短にし、入荷口→冷蔵庫→前処理→加工→包装→出荷の流れが一筆書きになるように整えるべきであり、戻り動線が発生すると作業効率が著しく落ちる。ここは妥協しないことだ。
Step 3: 製造許可と衛生管理体制の構築
法令対応が前提だ。水産加工会社を運営するには、食品衛生法に基づく営業許可が必要であり、製造する製品の種類によって必要な許可が変わるため、冷凍食品製造業、魚介類加工業、魚肉練り製品製造業など、複数の許可を取る場合もある。
2021年6月からHACCP(ハサップ)に沿った衛生管理が義務化された。従業員数50人未満の小規模事業者は「HACCPの考え方を取り入れた衛生管理」でよいが、それでも以下は必須だ。
- 衛生管理計画書の作成と実施記録
- 一般衛生管理(施設・設備の清掃、従業員の健康管理、手洗い・消毒)
- 重要管理点(CCP)の特定と記録(加熱温度、冷却時間など)
書類偏重は危うい。福井のある加工会社ではHACCP導入時に外部コンサルを入れたが、現場に合わない過剰な管理項目を設定されて運用が破綻したため、最終的には県の水産試験場と漁協の指導員に相談し、現場で回せる最小限の管理項目へ絞り直した。書類作成が目的化すると、本質的な衛生管理がおろそかになる。
Step 4: 販路開拓と価格設定
売り先が先だ。製造体制が整っても、売り先がなければ在庫が積み上がるだけであり、水産加工品の販路は大きく分けて以下の4つになる。
- 卸売業者経由で小売店・スーパーへ
- 業務用ルート(飲食店、給食、ホテル)
- 直販(道の駅、直売所、自社ECサイト)
- 輸出(東南アジア、北米、EU)
入り口は小さい。新規参入者が最初に取り組みやすいのは地元の直売所や道の駅での販売だが、ここで売れる量は限られるため、月間売上100万円を超えるには卸や業務用ルートの開拓が必須となる。
価格は感覚で決めない。価格設定では原価計算を徹底し、原料費、労務費、製造経費、販管費を積み上げたうえで目標利益率を乗せて販売価格を決めるべきであり、多くの失敗例は「競合がこの価格だから同じにする」という安易な設定にある。製造コスト構造が違えば、同じ価格では利益が出ない。
数字で切る。宮崎のある加工会社は原価計算を月次で実施し、魚種ごと製品ごとに採算を管理した結果、一部の製品が赤字だと判明したため製造を中止し、利益率の高い製品に集中した。売上は減ったが、営業利益は1.8倍になった。
Step 5: 人材確保と技術伝承
人がいなければ回らない。水産加工の現場は重労働で人手不足が深刻であり、水産庁の調査(2023年)では水産加工業の従業員の平均年齢は53.7歳、30歳未満の割合は8.3%に過ぎないため、どんなに良い設備があっても人が集まらなければ稼働できない。
人材確保のポイントは、労働環境の改善と処遇の明確化だ。具体的には以下だ。
- 作業の機械化・省力化(重量物運搬の台車導入、自動洗浄機の導入)
- 労働時間の固定化(繁忙期でも残業を一定範囲に抑える体制)
- 給与体系の明示(基本給、歩合、賞与の基準を明文化)
- 技能評価制度(習熟度に応じた昇給・昇格の仕組み)
安価な労働力という見方は危険だ。北海道のある加工会社は外国人技能実習生を受け入れているが、単純に安い労働力と考えて失敗しており、言語の壁、技能習得の時間、生活サポートの負担まで含めて考えると短期的なコスト削減効果は限定的であるため、むしろ長期雇用を前提に技能を身につけてもらい、将来的にリーダー候補へ育てる戦略が現実的となる。水産庁「水産白書(令和5年度版)」によると、水産加工業の従業者数は2020年時点で約13.3万人だが、2000年の21.8万人から39%減少しており、人手不足は構造的な課題となっている。
前提条件と必要な設備・資格
立地条件と施設要件
立地で決まる。水産加工会社を設立する場所は原料供給地からの距離で決まり、鮮度が命の製品を扱うなら漁港から30分以内が理想である一方、冷凍原料を使うなら物流拠点の近さを優先する。
面積は一律ではない。施設面積は製造量と製品形態で変わり、日産1トンの干物製造なら作業場200平米、冷蔵庫50平米、乾燥場100平米程度が目安になるが、これは魚種や製品形態で大きく変動するため、サバの切り身加工とイカの塩辛製造では必要な設備もスペースも全く違う。
水回りも要確認だ。水産加工は大量の水を使うため、排水処理設備も含めて上下水道のキャパシティを事前に確認する必要があり、地方では排水処理能力が不足していて操業制限を受ける例もある。見落とせない条件だ。
必要な主要設備と概算コスト
目安を押さえる。以下は、小規模な水産加工会社(日産2〜3トン)を立ち上げる場合の設備例だ。地域や中古品の活用で金額は変動する。
- 冷蔵庫(10坪・プレハブ式):250万〜400万円
- 冷凍庫(5坪):180万〜300万円
- 作業台・シンク類:80万〜150万円
- 前処理機械(魚体洗浄機、選別機):120万〜250万円
- 乾燥設備(天日干し棚または乾燥機):50万〜300万円
- 真空包装機:60万〜120万円
- 冷却装置・製氷機:80万〜180万円
総額感が重要だ。合計で800万〜1,700万円程度が設備投資の目安になり、これに建物の賃借料または改修費、運転資金を加えると、初期投資は2,000万〜3,500万円が現実的なラインとなっている。
必要な資格と届出
手続きは前倒しだ。食品衛生法に基づく営業許可は施設完成後に保健所の検査を受けて取得するため、申請から許可まで3〜6週間かかることを踏まえ、製造開始予定日から逆算して準備する。
責任者は必須だ。食品衛生責任者は各施設に1名必要であり、栄養士、調理師、製菓衛生師などの資格保有者は自動的に食品衛生責任者になれるが、それ以外は保健所が実施する講習会(6時間程度)を受講する。
輸出は段階的に考える。輸出を視野に入れるなら、輸出先国の衛生基準(EU-HACCP、米国FDA基準など)への対応も必要になるが、これには専門的な知識のみならず追加の設備投資も求められるため、まずは国内市場で実績を積んでから検討するのが順当だ。
プロと初心者で差が出る実務ポイント
原料ロットごとの処理判断
差はここに出る。ベテランの加工業者は入荷した原料を見た瞬間に処理方法を切り替え、同じサバでも脂の乗り具合で干物にするか、煮付けにするか、冷凍フィレにするかを判断する。
見極めは細かい。脂の乗りは腹部を指で押したときの弾力と皮の光沢で見分け、脂が乗っている個体は指を離してもすぐには元に戻らない一方、脂が少ない個体は身が締まっていて押すとすぐに弾力が戻るため、初心者が「魚種」で判断するのに対し、プロは「個体差」で判断する。
現場の価値は大きい。秋田のある加工会社では入荷時に全ロットをA〜Dの4段階に分類し、Aランクは高級干物、Bランクは標準品、Cランクは煮付けや佃煮、Dランクは飼料原料に振り分けているが、この仕分けを担うのは20年以上の経験を持つベテラン従業員1名だけであり、彼の判断精度が製品の歩留まり率を3.2%押し上げている。まさに現場力だ。
塩加減と乾燥時間の微調整
教科書通りでは足りない。干物製造では塩の濃度と乾燥時間が製品の品質を決めるが、教科書では「塩分濃度3%、乾燥時間12時間」などと書かれていても、現場ではこれを日々調整する。
理由は単純だ。気温と湿度で乾燥速度が変わるため、夏場の高温多湿時には塩分濃度を3.5%に上げて乾燥時間を10時間に短縮し、冬場の低温乾燥時には塩分2.8%、乾燥時間14〜16時間に延ばす必要がある。これを怠ると、製品にムラが出る。
サイズ差も無視できない。さらに魚体サイズでも変える必要があり、小型魚(150g未満)は塩が回りやすいため濃度を下げ、大型魚(300g超)は塩が芯まで入りにくいため濃度を上げるので、プロは魚種・サイズ・季節の3要素を組み合わせ、毎回レシピを微調整している。
在庫回転率と製造計画の同期
作り過ぎが敵だ。水産加工品は日持ちするものでも品質劣化が進み、冷凍品でも長期保管すると冷凍焼けや脂質の酸化が起きるため、在庫回転率を上げるには販売予測と製造計画を連動させる必要がある。
優秀な会社は止める判断が早い。週次で販売実績を分析し、前年同週比、直近4週間の平均、イベントやキャンペーンの影響を加味して翌週の製造量を決めるだけでなく、在庫が2週間分を超えたら製造を止め、1週間分を切ったら増産するという基準を守ることで、鮮度と在庫効率を両立させている。
初心者は「作れるだけ作る」発想になりがちだ。原料が入ったから製造する、設備が空いているから稼働させる。これでは在庫が膨らみ、廃棄ロスが増える。プロは「売れる分だけ作る」を徹底する。
現場での判断基準:トラブル対応と品質管理
鮮度低下した原料の見極めと対応
判断は難しい。入荷した原料の鮮度が想定より低い場合、どこまで使うかの判断は難しく、完全に廃棄すれば損失が大きい一方で、無理に使えばクレームに繋がる。
基準を持つべきだ。目の濁りが軽度で、鰓が鮮紅色を保ち、腹部に極端な軟化がなければ加熱加工品(煮付け、缶詰、練り製品)に回し、目が白濁し、鰓が茶褐色に変色し、腹部を押すと凹んだままなら食用加工は諦めて飼料原料または廃棄にする。迷ったら安全側だ。
数値化も進む。この判断を補助するため、最近は携帯型のK値測定器(魚肉鮮度測定器)を導入する会社が増えており、K値20%未満なら刺身用、20〜40%なら加熱用、40%超なら加工用という目安を使うが、K値だけでは脂質の酸化や微生物汚染は判定できないため、あくまで補助的な指標にとどまる。
製造ライン停止時の対応手順
初動がすべてだ。製造ラインが突然止まったときは、設備故障、停電、従業員の急病のいずれであっても、まずやるべきは「処理中の原料の保全」であり、この判断の速さで損失額が桁違いに変わる。
加工途中の原料は、常温で放置すると急速に劣化するため、冷蔵庫に一時退避させるのが基本だが、冷蔵庫が満杯なら製氷機の氷を直接かけるなどして30分以内に5℃以下まで冷却できれば、数時間の遅延は許容できる。
次の判断も重要だ。復旧見込み時間が1時間以内ならそのまま待機して再開し、2時間以上かかるなら別の製品ラインに振り替えるか翌日に持ち越し、半日以上の停止が確実なら原料は冷凍保管に切り替えるべきである。迷いを減らすための基準だ。
石川のある加工会社では、過去の停止事例を記録し、設備故障(ベルトコンベア停止、冷却装置故障)、インフラ障害(停電、断水)、人的要因(人員不足、食中毒疑い)ごとに対応フローと判断基準を明文化したマニュアルを作成しているため、責任者不在時でも現場判断で対応できる体制を築いた。備えが差になる。
歩留まり率の計測と改善サイクル
最重要指標だ。歩留まり率は水産加工会社の収益性を左右する最重要指標であり、原料重量に対して最終製品としてどれだけ取れるかを示すため、歩留まり率が1%向上すれば年間で数百万〜数千万円の利益改善に繋がる。
計測は細かく行う。歩留まり率の計測は製品別・ロット別に実施し、サバの切り身加工なら「原料1トン→内臓除去後700kg→三枚おろし後550kg→最終製品(包装後)520kg」という具合に各工程での重量を記録し、この数値を日次・週次で集計して基準値からの乖離を分析する必要がある。
歩留まり率が低下する主な原因は以下だ。
- 原料サイズのばらつき(小型魚が混ざると処理ロスが増える)
- 作業者の技能差(熟練者と初心者で3〜5%の差が出る)
- 刃物の切れ味(包丁やスライサーの刃が鈍ると余分に削る)
- 処理速度の過剰(急ぐと雑になり、可食部を捨てる)
改善は比較から始まる。高知のある加工会社では月次で作業者別の歩留まり率を集計し、上位者と下位者の差を分析したうえで、下位者には上位者の作業を見学させ、どこで差が出ているかを具体的に指摘している。この取り組みにより、全体の歩留まり率が半年で2.1%向上した。
補助金・支援制度の活用
使える制度はある。水産加工会社が利用できる主な支援制度として、水産庁の「水産加工業等販路開拓緊急支援事業」や「水産バリューチェーン事業」があり、これらは設備導入や販路開拓の一部を補助するものだが、条件や補助率は年度ごとに変わるため、水産庁や都道府県の水産課の最新告示を確認するのが前提になる。
融資も選択肢だ。また、日本政策金融公庫の「食品産業向け融資制度」や、信用保証協会の保証付き融資も選択肢であり、これらは補助金と異なり返済義務がある一方、審査が通りやすく、資金調達のスピードが速い。
時間差に注意だ。補助金を活用する際の注意点は、採択されるまで設備投資を始められないことであり、申請から採択まで2〜4ヶ月、採択後の手続きと発注でさらに1〜2ヶ月かかるため、事業計画を立てる段階でこの時間を織り込む必要がある。
地域資源を活かした差別化戦略
同質化は不利だ。全国に水産加工会社は数千社あり、同じような製品を作っていては価格競争に巻き込まれるため、生き残るには地域資源を活かした差別化が不可欠である。
具体例が示す。島根県の「のどぐろ」は高級魚としてブランド化されており、地元の加工会社は単に干物を作るのではなく、「一夜干し」「みりん干し」「西京漬け」など調理法を変えた製品を複数展開し、さらに製法や産地情報をパッケージに記載してストーリーを伝えることで、単価を2〜3倍に引き上げた。
別の道もある。岩手のある加工会社は、地元で水揚げされるサンマを使った「サンマ燻製」を開発し、従来のサンマ加工品(塩焼き、蒲焼き缶詰)とは異なるポジションで高単価の業務用市場を開拓したため、レストランやホテルのシェフから「この味は他にない」という評価を得て、年間300万円だった売上が3年で2,500万円まで成長した。
組み合わせが鍵だ。差別化のポイントは「地域×魚種×製法」の組み合わせであり、誰もやっていない組み合わせを見つけて試作と改良を繰り返し、独自の製品を作ることが重要となる。これには時間がかかるが、一度確立すれば競合が簡単には真似できない強みになる。
今後の市場動向と生き残り戦略
市場は二極化する。国内の水産加工品市場は人口減少と魚離れで縮小傾向にある一方、輸出市場は拡大を続けており、財務省貿易統計(2025年)によると水産加工品の輸出額は3,647億円で5年前の2,184億円から67%増加したうえ、特に東南アジアと北米向けが伸びている。水産庁「水産物輸出入概況(2024年)」によると、水産加工品の主要輸出先は中国、香港、米国で全体の約6割を占め、特に冷凍調製品と練り製品の需要が高い。
ただし、課題は重い。輸出に取り組む際の課題は衛生基準と物流コストであり、輸出先国の衛生基準(HACCP認証、残留物質検査など)をクリアするには設備投資と管理体制の強化が必要であるうえ、冷凍輸送のコストは国内の数倍かかるため、輸出で採算を取るには高単価の製品に絞る必要がある。
もう一つの道がある。6次産業化だ。漁業者が自ら加工・販売まで手がける動きが広がっており、静岡のある定置網漁業者は水揚げした魚を自社工場で加工し、直売所とECサイトで販売することで、中間マージンを省き、漁業者としての収益と加工業者としての収益の両方を得ている。
ただし、万能ではない。漁業と加工業では求められる技能が全く異なるため、漁に専念したほうが効率的な場合も多く、自分たちの強みがどこにあるかを見極め、足りない部分は外部と連携する戦略が現実的だ。
結局は現場だ。ベテランの加工業者はこう言う。「魚は待ってくれない。入ったら即日処理、これができなければ商売にならない」。つまり、鮮度管理とスピードが水産加工会社の生命線であり、設備や資金も重要ではあるが、最後に勝負を決めるのは変動する原料に柔軟に対応できる現場力にほかならない。この現場力を磨き続ける会社だけが、厳しい競争を生き抜いていく。
関連記事: サーモン養殖で失敗する9割の原因は水温・酸素管理ミス|FCRと生産性を改善する実践手法
関連記事: 養殖魚の生産工程と管理のポイント|水温・酸素管理が成否を分ける5つの基本工程
関連記事: 神経締めと冷却で差がつく鮮度保持の方法と出荷までの温度管理術
この記事は「漁業経営改善ガイド — 既存漁業者のための収益改善戦略」の関連記事です。漁業に関する体系的な知識はこちらのガイドをご覧ください。
📊 この分野の統計データは「漁業の統計データ」で、グラフとテーブルで一覧できます。