
木材加工の成否は丸太の乾燥状態と刃物の管理で決まる。製材前の含水率判定と切削角度の調整が、割れ・狂いの防止に直結する。
主要データ
- 国内製材工場数:4,438工場(林野庁「木材需給報告書」2024年)
- 製材品出荷量:949万㎥(同上、2024年)
- 木材自給率:41.8%(林野庁「森林・林業白書」2025年版)
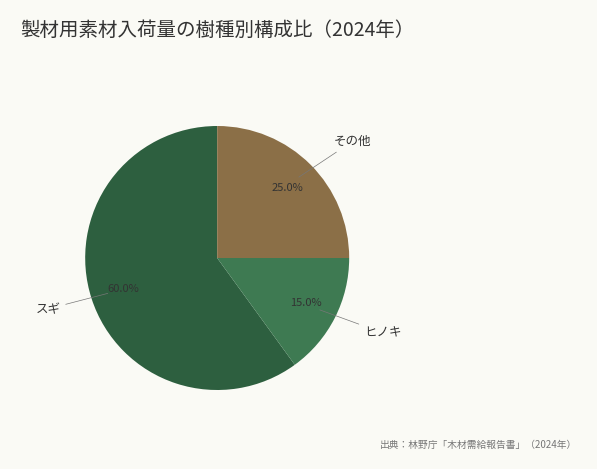
- 製材用素材入荷量:1,291万㎥(林野庁「木材需給報告書」2024年)
製材前の含水率判定を間違えると材は使い物にならない
典型的な失敗例だ。5月の秋田杉の製材現場で伐採後3カ月の丸太を製材機に投入したところ、木口に割れは見えず樹皮の状態も良好だったにもかかわらず、製材直後から縦割れが走って板材の7割が商品価値を失い、原因は含水率30%を超えた状態で製材したことにあった。表皮が乾いていても、芯材は水分を抱えたままだったという典型例だ。
問題はここにある。木材加工の現場で最初に詰まるのは必ず含水率の判定であり、教科書では「伐採後半年で製材可能」と書かれるが、実際の現場では地域・樹種・伐採時期で乾燥期間は2〜14カ月と大きく変わるため、一律の目安だけでは判断できない。秋田や天竜の製材所では、スギ・ヒノキでも冬伐りと夏伐りで必要乾燥日数が1.5倍違う。気温・湿度・風通しという3要素が揃わない限り、丸太は均一に乾かない。
数字が物語る。林野庁「森林・林業白書」(2025年版)によると国産材製材品の出荷量は949万㎥で、うち約6割がスギ・ヒノキだが、この数値は製材「後」の出荷量であって製材「前」に不良と判定され土場で廃棄される丸太は含まれず、実態として含水率管理の失敗による歩留まり低下は中小製材所で1〜2割に達する。さらに、林野庁「森林・林業白書」(令和6年版)によると人工林の52%が主伐期である50年生以上に達しており今後製材用素材の供給量は増加傾向にある一方で、供給増に伴う伐採時期や乾燥管理のばらつきが品質低下の要因となっている。見逃せない点だ。
製材工程は大きく分けて以下の4段階になる。
- 丸太の選別と含水率測定
- 製材機への投入と刃物調整
- 切削と板材の取り出し
- 仕上げと乾燥工程への移行
結論から言う。この4段階のうち、最初の選別と測定で8割の品質が決まる。切削技術がどれだけ高くても、素材の状態が悪ければ製品にならない。そこが出発点だ。
前提条件・必要な道具
製材に適した丸太の条件
まず条件整理だ。製材用丸太は以下の3条件を満たす必要がある。第一に、末口直径14cm以上で長さ3〜4mの規格材であること。第二に、曲がり・節・腐れが製材歩留まりに影響しないレベルであること。第三に、含水率が樹種ごとの適正範囲に入っていることだ。
基準は樹種で違う。吉野や日田の製材所ではスギ材の含水率25〜35%を製材適期とし、これ以上湿っていると切削抵抗が増して刃物が摩耗する一方で、逆に20%を切ると表面硬化が進んで刃先が欠けやすくなるため、乾いていれば良いという話ではない。ヒノキの場合はスギより5〜8%低い含水率で製材するのが基本だ。
保管も重要だ。丸太の保管状態は製材品質に直結するため、土場での桟積み高さは1.2m以下に抑え、地面から15cm以上浮かせる必要があり、風通しを確保しないと表面だけ乾いて芯材が湿ったままの「二重乾燥」状態になる。こうなると製材後の狂いが止まらない。致命的だ。
必須の道具と機械
最低限の装備だ。小規模製材では以下の装備が最低限必要になる。
- 帯鋸製材機(バンドソー)またはチェーンソーミル
- 含水率計(ピンタイプまたは高周波タイプ)
- ノギス・スケール(厚み・幅の測定用)
- チェーンソー(玉切り・粗削り用、スチールMS261またはハスクバーナ545クラス)
- 目立て用ヤスリセット(5.5mm丸ヤスリ、平ヤスリ、デプスゲージ)
- 安全装備(ヘルメット、防振手袋、安全靴、ゴーグル)
初期投資の差は大きい。帯鋸製材機は新品で150万〜500万円、中古なら50万円前後から入手できるが、刃の張力調整機構が壊れた中古機は避けるべきであり、刃のブレが0.5mm以上出ると製材精度が保てないため、価格だけで選ぶと後で必ず痛い目を見る。チェーンソーミルは初期投資5万〜15万円で導入でき、移動製材に向くが、切削面の仕上がりは帯鋸に劣る。用途次第だ。
計測器の選択も分かれ目だ。含水率計は高周波タイプが現場では使いやすく、ピンタイプは刺した部分の局所的な数値しか測れず芯材の含水率を見誤りやすいが、高周波タイプなら表面から3〜5cmの深さまで平均値を測定できるため判定精度が上がる。価格は3万〜8万円と高いが、歩留まり向上で半年で元が取れる。投資価値は高い。
作業場所と環境
場所が要る。製材作業には最低でも10m×15mの平坦地が要る。製材機の設置スペース3m×6m、丸太の仮置き場5m×8m、板材の仮置き場3m×10mを確保する。地面はコンクリートまたは砕石敷きで、雨天時も水はけが良い状態に保つ。
電源条件は重い。電源は三相200Vが必要であり、単相100Vで動く小型製材機もあるが連続稼働すると過負荷で停止しやすいため、安定して作業するなら製材所の電気契約は「動力」で結ぶのが前提となる。基本料金は月1.5万〜3万円になる。固定費だ。
騒音対策も現実問題だ。製材機の稼働音は80〜95dBに達し住宅地では苦情の原因になるため、最低でも民家から50m以上離れた場所を選ぶか、防音壁を設置しなければならず、天竜の製材所では周囲に高さ2.5mのコンクリート壁を巡らせて騒音を10dB下げている。対策は必須である。
Step 1: 丸太の選別と含水率測定
最初が肝心だ。土場に積まれた丸太から製材対象を選ぶ。まず木口の割れ状態を確認する。放射状に割れが入っている丸太は芯材の乾燥応力が大きく、製材後も割れが進行する。割れの長さが直径の1/3を超えたら製材を見送る。
次に表層を見る。樹皮を手で押して浮きを確認し、皮が簡単に剥がれる状態なら伐採後2カ月以上経過して表層は乾き始めていると判断できるが、逆に皮が密着して剥がれない丸太はまだ水分が多く、これを無理に製材すると刃物への負荷が増す。ここで急がないことだ。
測定は2点で行う。含水率計での測定は木口と側面の2カ所で行い、木口は芯から2〜3cm離れた位置、側面は中央部で測るが、2カ所の数値差が10%以内なら均一乾燥が進んでおり製材に適し、差が15%を超える場合はさらに1〜2カ月乾燥を続ける。数値で切るべきだ。
樹種差と地域差を同時に見る。スギの場合、木口含水率28%・側面32%なら製材可能と判断し、ヒノキは木口23%・側面27%が目安だが、5月の関東(茨城)のように最高気温24度・湿度60%前後の条件なら乾燥が早く進むため基準値より5%高くても製材できる一方で、北海道(釧路)では最高13度と低温のため同じ含水率でも2週間多く乾燥させる。林野庁「木材需給報告書」(2024年)によると、製材用素材入荷量1,291万㎥のうち、スギが約60%、ヒノキが約15%を占める。樹種ごとに最適な含水率管理が必要なため、混合保管せず樹種別に土場を分けることが重要だ。
曲がり・節の確認方法
外観確認だ。丸太を横から見て、曲がりの最大点を測る。4m材で曲がりが5cm以内なら製材可能だ。それ以上曲がっていると、製材時に刃が木材に食い込み、キックバックのリスクが上がる。
節は見えにくい。節の分布は外観では判断しにくいが、智頭の製材所では丸太を軽く叩いて音の響きで節の密度を推定しており、詰まった音がする部分は節が多く歩留まりが下がるため、外観だけに頼らない見立てが必要になる。この判定は経験が要るが、3カ月も続ければ8割の精度で当たるようになる。経験値だ。
Step 2: 製材機への投入と刃物調整
ここで精度が決まる。選別した丸太を製材機の送材台に載せる。丸太の向きは、曲がりの凸側を上にする。こうすると刃が曲がりに沿って進み、切削抵抗が減る。逆向きに置くと刃が浮き、板厚が不揃いになる。
刃の状態を読む。帯鋸の刃は使用前に必ず点検し、刃先の摩耗度を目視で確認して刃先が丸まっていたら目立てを行うが、目立ての頻度は「何時間使ったら」ではなく切り屑の形で判断するのが現場の基本であり、切り屑が粉状になったら刃が鈍っている証拠となる。正常な刃なら、切り屑は薄い帯状で排出される。そこを見逃さない。
張力調整も核心だ。刃の張力調整も欠かせず、張りが弱いと刃がブレて切削面が波打つ一方で、張りすぎると刃が折れるため、適正張力は刃幅と厚みで決まるという前提を外してはならない。幅50mm・厚0.9mmの刃なら張力ゲージで15〜18kgfに調整する。帯鋸製材機の取扱説明書に記載された数値に従うべきである。
角度は樹種で変える。切削角度の設定は樹種で変え、スギは刃の傾斜角5度、ヒノキは7度が基本だが、傾斜角が小さすぎると刃が噛み込んで停止し、大きすぎると切削面が荒れるため、現場では最初の1枚を試し切りして切削音と抵抗感で微調整する。最後は実機で詰めるのだ。
送材速度の決め方
速度設定が要だ。製材機の送材速度は、丸太の含水率と直径で変える。含水率30%・直径30cmのスギ丸太なら、送材速度は毎分3〜4mが適正だ。速度を上げると切削抵抗が増し、刃が過熱して焼けが入る。遅すぎると生産性が落ちる。
現場では細かく刻む。北山の製材所では丸太1本ごとに含水率を測り、送材速度を0.5m刻みで調整しているが、手間はかかるにもかかわらず刃物の寿命が1.5倍延びるため、結果的にコストが下がる。数字で見れば合理的だ。
Step 3: 切削と板材の取り出し
切削の本番だ。製材機を始動し、丸太を送り込む。最初の1カットで外皮を落とす。この時、刃の進入角度と切削音を確認する。甲高い金属音が鳴ったら刃が硬い節に当たっている。音が低く唸るような音なら、刃の張力が弱い。正常なら「シャー」という連続音が安定して続く。
初回測定を怠らない。1枚目の板を取り出したら厚みを3カ所測り、誤差が2mm以内なら刃の設定は適正だが、3mm以上ばらつく場合は刃の張力を上げるか送材速度を下げる必要があるため、ここで測らずに切り進めるのは危険である。確認が先だ。
歩留まりは丸太次第だ。2カット目以降は板厚を指定寸法に合わせ、柱材なら10.5cm角、板材なら厚み3cm・幅12cmといった規格に沿って切るが、丸太の直径が30cmなら10.5cm角の柱材が2本、3cm厚の板材が4〜5枚取れる一方で、節・曲がりの位置で歩留まりは変わる。机上通りにはいかない。
芯材と辺材の使い分け
材の性質を使い分ける。スギ・ヒノキは芯材(赤身)と辺材(白太)で性質が違う。芯材は耐久性が高く柱材に向く。辺材は柔らかく加工しやすいが腐りやすい。製材時には芯材を中心に取り、辺材は板材や下地材に回す。
乾燥の仕方で差が出る。芯材を含む板は製材直後から乾燥収縮で反りやすいため、反りを防ぐには板の両面を同じ速度で乾燥させる必要があり、切り出した板はすぐに桟積みして風が両面に当たるようにする。地面に直置きすると、下面だけ湿気を吸って反りが進む。基本動作だ。
Step 4: 仕上げと乾燥工程への移行
最後の詰めだ。製材した板材は、切断面にノコ目(刃の跡)が残る。構造材ならノコ目のまま出荷できるが、造作材や家具材は表面を仕上げる。仕上げにはカンナまたはサンダーを使う。
カンナは刃の出が命だ。カンナ仕上げは刃の出を0.1〜0.2mmに調整し木目に沿って削るが、逆目に削ると表面が毛羽立つため、材の硬さを見ながら刃の出を変える必要がある。スギは柔らかいため刃の出を0.1mmに抑える。ヒノキは硬いので0.2mmまで出してよい。
研磨は順番が重要だ。サンダー仕上げは#80→#120→#180と番手を上げて磨き、いきなり細かい番手を使うと目詰まりして研磨効率が落ちるため、粗い番手でノコ目を消し、細かい番手で表面を整える。急がば回れである。
乾燥工程への移行は即時だ。仕上げ後の板材はすぐに乾燥工程に移し、天然乾燥なら桟積みして屋根付き土場に置くが、桟木は厚み2cm・幅4cmの角材を使い50cm間隔で挟む必要があり、桟木が太すぎると風通しが悪くなり、細すぎると板が撓む。寸法にも理由がある。
人工乾燥は確実性が高い。人工乾燥機を使う場合は、温度60〜80度・湿度40〜60%の条件で3〜7日間乾燥させ、スギ3cm厚なら4日、ヒノキなら5日が目安となるが、乾燥機の容量は1回あたり3〜5㎥で電気代は1回1.5万〜2万円かかる。天然乾燥に比べコストは高いが、含水率15%以下まで確実に下げられる。目的次第だ。
よくある失敗と対処法
製材直後の縦割れ
見かけの数値にだまされる。飫肥杉の製材現場で伐採後4カ月の丸太を製材したところ板材の8割に縦割れが入り、含水率計では25%を示していて製材可能範囲に見えたが、実際には表層3cmだけが乾燥し芯材は40%以上の含水率だった。高周波式含水率計ではなくピンタイプを使ったため、表層の数値しか測れず、芯材の湿りを見逃したのが原因だ。
対処は明快だ。対処法は2つあり、第一に含水率計は高周波タイプに切り替え、第二に製材前に丸太の一部を玉切りして断面の色・湿り具合を目視確認することで、数値と見た目の両方から判断する。芯材が濃い茶色で湿っていれば、さらに1〜2カ月乾燥を延長する。焦らないことだ。
刃の焼けと切削不良
速度超過が原因だ。送材速度を上げすぎると刃が過熱して青く変色し、これを「刃の焼け」と呼ぶが、焼けた刃は硬度が下がってすぐに切れ味が落ちるため、交換頻度の増加がそのままコスト増につながる。刃の交換頻度が週1回から3日に1回に増えた製材所では、送材速度を毎分6mから4mに下げたところ、刃の寿命が2倍に延びた。
対策は監視と調整だ。刃の焼けを防ぐには切削抵抗を常に監視し、製材機のモーター音が唸り始めたら負荷が上がっている証拠なので、すぐに送材速度を0.5〜1m下げる必要がある。切削油を刃に噴霧するのも有効だが、油が木材に染み込むと塗装の乗りが悪くなる。構造材なら問題ないが、造作材では使わない。使い分けるべきだ。
板厚の不揃い
精度不良の典型だ。帯鋸の刃がブレると板厚が均一にならず、厚い部分と薄い部分で2mm以上差が出ると乾燥後の反りが大きくなる。刃のブレの原因は3つある。第一に張力不足、第二に上下の車輪の芯ズレ、第三に刃の目立て不良だ。
原因別に潰す。張力不足なら張力ゲージで規定値まで上げ、車輪の芯ズレは製材機メーカーの点検を受け、目立て不良は左右の刃先高さが揃っていないことが多いため、目立て時に刃を固定する治具を使って左右対称に研ぐ必要がある。熟練者でも治具なしで均一に研ぐのは難しい。そこは過信禁物だ。
安全上の注意点
最優先は安全だ。製材作業で最も危険なのはキックバックであり、刃が木材に噛み込むと丸太が後方に跳ね飛ばされ、重さ100kgの丸太が時速30kmで飛んでくると人間は避けられない。過去5年間で、全国の製材所で報告されたキックバック事故は年平均18件、うち3件が骨折以上の重傷だった(厚生労働省「労働災害統計」2024年版)。現場の脅威だ。
固定を省かない。キックバックを防ぐには丸太を確実に固定する必要があり、製材機の送材台には油圧クランプまたはチェーンで丸太を押さえる機構があるため、これを必ず使わなければならない。「ちょっと1本だけ」と省略した時に事故が起きる。例外はない。
立ち位置も重要だ。刃の破断事故も年に数件発生しており、刃が折れると破片が10m以上飛ぶため、作業者は必ず製材機の側面に立ち、刃の正面には立たないことが基本となる。帯鋸製材機には飛散防止カバーが付いているが、完全には防げない。保護メガネまたはフェイスシールドを必ず着用する。守るべき原則だ。
騒音も災害の一部だ。騒音性難聴のリスクも無視できず、製材機の稼働音は85〜95dBで8時間作業を続けると聴力低下が始まるため、耳栓またはイヤーマフを着用し2時間ごとに15分の休憩を取る必要がある。「慣れたから平気」という作業者ほど、40代後半で高音域が聞こえなくなる。厚生労働省「労働災害統計」(2023年)によると、木材・木製品製造業における死傷災害は年間約1,700件発生しており、うち「はさまれ・巻き込まれ」が約30%を占める。製材機周辺での安全確認と保護具着用の徹底が、災害防止の基本となる。
次にやるべきこと
まず切ることだ。製材技術を身につけるには、まず自分の手で10本切れ。教科書を読むより、実際に丸太を製材機に通して失敗する方が早く覚える。最初の5本は板厚がバラバラになり、縦割れも入る。それで構わない。6本目から刃の調整と送材速度の感覚が掴め始める。
学ぶ場も活用したい。地域の森林組合や製材所で研修を受けるのも有効であり、天竜森林組合では年3回・各3日間の製材実技研修を開催していて、受講料は無料で製材機の使い方から刃の目立てまで実習できるため、独学だけに頼るより習得が早い。全国の森林組合でも同様の研修があるため、最寄りの組合に問い合わせるとよい。近道だ。
機材投資の優先順位は明確だ。含水率計は必ず高周波タイプを買うべきで、ピンタイプより3万円高いが判定ミスによる材料ロスを考えれば安い投資であり、製材開始から3カ月以内に元が取れる。機種はケット科学研究所のHM-530または積水樹脂のMT-700が現場で多く使われている。ここは迷わなくていい。
最後は技能の内製化だ。刃の目立ては外注せず自分で覚えるべきであり、目立て屋に出すと1回5,000〜8,000円かかって納期も3〜5日要るが、自分で研げれば30分で済みコストはヤスリ代の500円だけで済むため、継続的に製材するなら差は大きい。目立ての技術は、YouTubeの動画より現場の熟練者に直接教わる方が確実に身につく。最寄りの製材所を訪ねて、半日作業を見学させてもらえ。ほとんどの製材所は快く受け入れてくれる。
関連記事: 木材伐採の玉切り寸法と搬出動線が収益を左右する理由と対策
関連記事: 中国木材との原木取引で失敗しない材積ルールと土場管理のポイント
関連記事: 素材生産の基礎知識 — 伐採から出荷までの工程と機械
この記事は「林業経営の完全ガイド — 収益構造から事業計画まで」の関連記事です。林業に関する体系的な知識はこちらのガイドをご覧ください。
📊 この分野の統計データは「林業の統計データ」で、グラフとテーブルで一覧できます。