
畜産堆肥に籾殻を副資材として混ぜると水分調整と通気性確保が同時にでき、発酵立ち上がりが3〜5日早まり異臭も抑えられる。
主要データ
- 国内籾殻発生量:約220万トン/年(農林水産省「令和4年度米麦生産統計」より算出)
- 堆肥化時の適正炭素窒素比:C/N比25〜35(畜産環境整備機構技術資料)
- 籾殻混合堆肥の水分率目安:55〜65%(家畜排せつ物法管理基準)
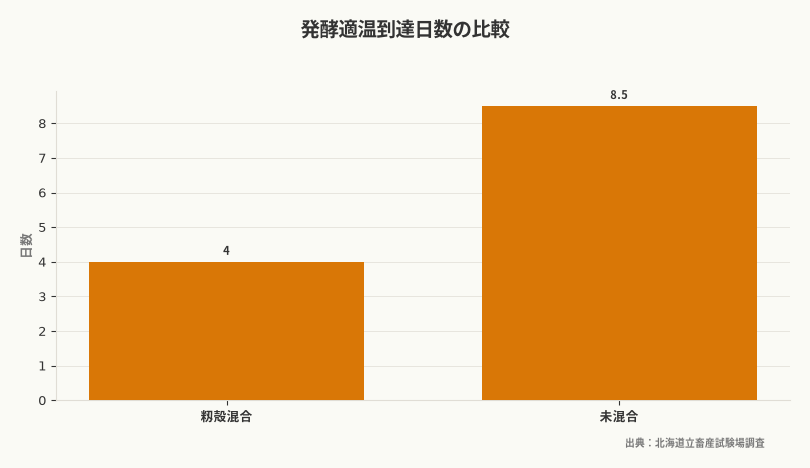
- 発酵適温到達日数:籾殻混合で3〜5日、未混合で7〜10日(北海道立畜産試験場調査)
堆肥化で失敗する畜産農家の9割は水分管理でつまずく
2月の北海道十勝地方では、牛舎の横に積まれた堆肥の山から白い湯気が立ち上り、気温マイナス10度でも中心部は60度を超えることがあるが、この光景が見られない農家も少なくなく、堆肥が立ち上がらない、異臭がする、春になっても発酵が進まないといった不調の原因のほとんどは水分過多にある。農林水産省「畜産統計(令和5年2月1日現在)」によると、国内の乳用牛飼養戸数は約1万3,500戸、肉用牛飼養戸数は約3万9,700戸であり、糞尿処理の悩みはごく一部の農家だけの問題にとどまらない。
牛糞の含水率は通常75〜85%あり、これを堆肥化の適正範囲である55〜65%まで下げなければ好気発酵は始まらないため、教科書では「副資材を混ぜて水分調整」と簡単に書かれていても、現場では何をどれだけ混ぜるかの判断が思った以上に難しい。オガクズは入手困難であり、稲わらは繊維が長くて切り返しに手間がかかり、バークは高価で運搬費もかさむため、選択肢があるようで実際には限られている。
その点、籾殻は稲作地帯なら大量に手に入りやすく、含水率は10〜15%と低いうえ吸水性にも優れ、形状が崩れにくいため堆肥内部に空気層を作れるので、牛糞堆肥に対して容積比で1:0.3〜1:0.5の籾殻を混ぜれば、水分率は適正範囲に収まり発酵も立ち上がりやすくなる。もっとも、ただ投入すれば同じ結果になるわけではなく、混ぜる順番や保管状態まで含めて見ていく必要がある。
この手順を知る前と知った後で起きる変化
Before:籾殻を使わず堆肥化していた頃の実態
新潟県の酪農家では、60頭規模の牛舎から出る糞が日量約1.5トンあり、当初はそれをそのまま積み上げて切り返す方式を続けていたが、夏場はハエが大発生し、梅雨時期には堆肥の山から黒い汁が流れ出し、切り返しのたびに悪臭が周辺に広がって近隣から苦情が入ったうえ、発酵温度も40度前半までしか上がらなかった。雑草の種が死滅しないため、畑に撒くと翌年は雑草だらけになる状況でもあり、堆肥化しているはずなのに処理しきれていない感覚が強かったという。
副資材としてオガクズを試したが、近隣の製材所が廃業して入手できなくなり、稲わらは地元のコントラクターから調達できたものの、長繊維のまま混ぜるとローダーのバケットに絡みついて、切り返し作業に通常の2倍以上時間がかかった。その結果、堆肥舎の容量も足りなくなり、未熟な堆肥を圃場に投入せざるを得ない場面が増えていった。
After:籾殻混合方式に切り替えた後の状況
籾殻を副資材に使い始めて最初に変わったのは発酵の立ち上がり速度であり、従来7〜10日かかっていた温度上昇が、籾殻混合後は3〜5日で60度に達するようになったうえ、北海道立畜産試験場の調査でも同様の傾向が確認されているため、作業の見通しが立てやすくなった。切り返し回数も年間8回から5回に減らせた。農林水産省「畜産環境対策の推進(令和4年度)」によると、国内の家畜排せつ物年間発生量は約8,100万トンで、このうち約9割が堆肥化等により利用されている。
悪臭も明らかに減り、籾殻の空気層が嫌気発酵を防いでアンモニア臭や硫化水素臭の発生を抑えるため、近隣からの苦情はゼロになり、完成堆肥の質も向上して水分率は安定して60%前後、C/N比は28程度で推移するようになった。この数値は畜産環境整備機構の技術資料が示す理想値に近く、農林水産省「環境保全型畜産確立推進事業報告書(平成20年度)」で示された、適切な発酵管理による悪臭成分80%以上削減という考え方にも沿っている。
経済面での変化も見逃せず、籾殻は地元のライスセンターから無償で譲り受けられ、運搬費はかかるが10トン車1台分で約3,000円にとどまる一方、オガクズを購入していた頃は月10万円以上かかっていたため、年間で100万円以上のコスト削減になった。さらに、堆肥の販売価格も上がり、1トンあたり2,000円で引き取り手がつくようになっている。
籾殻混合堆肥化の全体像:4つの局面で考える
籾殻を使った堆肥化は「混合→一次発酵→切り返し→二次発酵」の4局面で構成され、各局面で籾殻が果たす役割は少しずつ異なるため、単に混ぜればよいという理解だけでは管理の精度が上がりにくく、どこで何を見ればよいかも曖昧になりやすい。
混合段階では水分率調整が主目的であり、牛糞の含水率75〜85%に対し、籾殻は10〜15%であるため、両者を容積比で混ぜることで目標水分率55〜65%に近づける。ここで注意したいのは、重量比ではなく容積比で考える点で、籾殻は見かけ比重が0.1〜0.15と軽いため、重量比で計算すると混合量が不足しやすい。
一次発酵では通気性確保が鍵になり、籾殻の硬い殻は圧密に強く、堆肥内部に直径3〜5mmの空気の道を作ることで好気性微生物の活動を支え、温度上昇を加速する。宮崎県の肉用牛農家では、籾殻混合後の堆肥内部酸素濃度が15%前後で安定し、未混合時の8〜10%から大幅に改善したとの報告がある。
切り返し局面では籾殻の形状保持性が活き、オガクズは発酵が進むと粉状に崩れて通気性が失われ、稲わらは長繊維がローダーに絡む一方で、籾殻は形が崩れにくく切り返し作業の負担が少ないため、作業者の感覚としても扱いやすさが残りやすい。ただし完全に崩れないわけではなく、二次発酵後半には細かく砕け、これが堆肥の保水性向上につながっていく。
二次発酵では温度が50〜60度で安定し、腐植化が進むなかで籾殻由来のケイ酸やリグニンが分解され、堆肥のpHは7.5〜8.0の範囲に収まる。この段階で雑草種子や病原菌が死滅し、完熟堆肥として圃場投入が可能になる。
ステップ1:籾殻の調達と保管
籾殻の入手先は主に3つあり、ライスセンター、カントリーエレベーター、個別農家が挙げられるが、ライスセンターは最も安定供給しやすい一方で、秋の収穫期に発生が集中するため、運べる時期と使う時期がずれることを前提に保管場所を確保しておく必要がある。
農林水産省の「令和4年度米麦生産統計」をもとにした国内の籾殻発生量は約220万トン/年であり、地域差はあるものの、稲作地帯では副資材として十分に存在感のある量が出ている。堆肥化に回るかどうかは周辺の需要や集荷体制に左右されるため、数字だけで安心せず、実際に引き取れる相手先を早めに押さえておきたい。
保管場所は雨が当たらない場所が理想だが、現実には屋外保管も多く、その場合はブルーシートで覆い、風で飛ばされないよう周囲を土のうで固定する必要がある。濡れた籾殻は含水率が30%以上になり、水分調整効果が半減するため、熊本県のある農家では、台風後にシートが飛ばされて籾殻が水浸しになり、堆肥の立ち上がりが2週間遅れた。
籾殻は圧縮されていない状態でかさ密度0.1〜0.12トン/m³程度であり、10トン車1台分で約80〜100m³になる。60頭規模の酪農家が年間使う量は約200〜300m³なので、保管スペースは最低でも150m²は必要になる。
ステップ2:混合比率の決定と実測
教科書的には牛糞と籾殻の容積比1:0.4が標準とされるが、実際には牛糞の含水率や敷料の種類によって調整が必要であり、フリーストール牛舎でマットを使っている場合は糞の含水率が80%前後、タイストール牛舎でオガクズ敷料を使っている場合は70%前後になるため、同じ頭数でも必要量はかなり変わる。
現場での判断基準は握り試験で、混合後の堆肥を手で握り、指の間から水が滲み出なければ概ね適正となる。握った塊を地面に落として崩れる程度なら水分率60%前後、崩れずに形が残るなら50%以下、握っただけで水が垂れるなら70%以上と判断できる。
より正確に管理するなら水分計を使い、タニタのKD-300やケット科学研究所のHI-300など、堆肥用水分計は3万円前後で購入できる。測定時は堆肥の表面ではなく、山の中心部から20〜30cm掘った場所でサンプルを取る必要があり、表面は乾燥していても内部は湿っているケースが多いため、見た目だけで決めると誤差が広がりやすい。
容積比の計算には注意が要り、牛糞1m³の重量は約0.9〜1.0トン、籾殻1m³は約0.1トンであるため、牛糞1トンに対して籾殻0.4m³を混ぜる計算になる。ただしこれは理論値であり、実際の混合作業ではローダーのバケット容量で概算することが多く、バケット0.5m³のローダーなら牛糞バケット2杯に対して籾殻バケット1杯弱といった運用になる。
ステップ3:混合作業の実施
混合にはホイールローダーを使うのが一般的で、バケット容量0.4〜0.6m³のクラスが扱いやすく、小規模農家ならコマツのWA70やキャタピラーの906M、中規模以上ならWA100やコベルコのLK80が現場で多く使われる。
混合場所は堆肥舎の中か、舗装されたヤードが望ましい。土の上で混ぜると土が混入し、堆肥の品質が落ちる。混合手順は以下の通りだ。
まず牛舎から搬出した牛糞をヤードに広げ、厚さは30〜40cmを目安とし、次に籾殻を上から均等に散布するが、この段階で籾殻が偏らないよう注意する必要があるため、急いで作業すると後で発酵ムラが出やすい。偏りがあると一部だけ温度が上がらない。
ローダーのバケットで牛糞と籾殻を掬い上げ、2〜3m持ち上げてから地面に落とす動作を5〜6回繰り返すと、牛糞と籾殻が混ざり始める。完全に均一にする必要はなく、むしろ多少のムラがあった方が通気性は保たれやすい。
混合後はすぐに堆肥舎に運び込み、混合したまま放置すると雨に濡れたり風で籾殻が飛んだりするため、堆肥舎内では高さ1.5〜2.0m程度に積み上げるのが扱いやすい。あまり高く積むと底部が圧密されて通気性が失われ、逆に低すぎると熱が逃げて発酵温度が上がりにくくなる。
ステップ4:一次発酵の管理
混合後3〜5日で堆肥内部の温度が60度に達し、これが一次発酵の開始サインとなるが、温度測定には棒状温度計を使い、長さ1m以上のものを堆肥の山の中心部まで差し込んで測る必要がある。表面温度は外気の影響を受けるため、判断材料にはなりにくい。
温度が70度を超えたら注意が必要であり、好気性微生物の多くは65度以上で活動が鈍り、75度を超えると微生物が死滅し始めて発酵が止まるため、高温になりすぎる原因が通気不足なのか炭素源過多なのかを切り分ける必要がある。籾殻を混ぜすぎると炭素過多になり、微生物が窒素不足で異常発酵を起こす。
逆に温度が50度以下のまま推移する場合は、水分過多か籾殻不足が疑われ、この段階で追加の籾殻を混ぜるのは難しいため、切り返し時に調整するのが現実的である。一次発酵は14〜21日間続け、この期間で易分解性有機物の大部分が分解され、悪臭の原因となるアンモニアや有機酸も減少していく。
ステップ5:切り返し作業の実施
一次発酵後、堆肥の山を崩して積み直す作業が切り返しであり、目的は酸素供給と温度均一化にある。堆肥の山の外側は温度が低く発酵が遅れ、中心部は高温になりすぎて微生物が死滅するため、切り返しで内部と外部を入れ替え、全体を均一に発酵させる。
切り返しのタイミングは温度で判断し、一次発酵で60度まで上がった温度が50度前後まで下がってきたら切り返しの時期で、大体3週間前後になる。切り返しが早すぎると発酵が不十分であり、遅すぎると嫌気化が進む。
作業にはホイールローダーを使い、堆肥の山を一度完全に崩し、ローダーで掬い上げては落とす動作を繰り返すが、この時は堆肥の塊を崩すよう意識する必要があり、形だけ積み替えて終えると内部の空気不足は解消しにくい。大きな塊が残ると内部が嫌気状態になって悪臭が発生する。
切り返し後は再び堆肥を積み上げ、積み上げ高さは1.2〜1.5m程度と一次発酵時より低めにし、24〜48時間で再び温度が上がり始める。これを二次発酵と呼ぶ。
ステップ6:二次発酵と完熟判定
二次発酵では温度が50〜60度で安定し、一次発酵ほど高温にはならないが腐植化が進む重要な段階であり、この期間は30〜45日間続くため、見た目の変化が少ない時期ほど記録を切らさないことが大切になる。温度が40度以下に下がったら、発酵終了のサインと判断できる。
完熟判定は複数の指標を組み合わせて行い、まず色を見て、完熟堆肥は黒褐色、未熟な堆肥は茶褐色や灰色が残ることが多い。次に臭いを確認し、完熟堆肥は土のような匂いで、アンモニア臭や酸っぱい臭いはしない。手触りはサラサラしていて、握っても手に粘りつかない。
より客観的に判定するなら発芽試験を行い、完熟堆肥を水で10倍に希釈し、その水でカイワレ大根の種を発芽させる。3日後に発芽率80%以上なら完熟、50%以下なら未熟であり、未熟堆肥には植物の生育を阻害する有機酸やアンモニアが残っている。
C/N比も重要な指標であり、完熟堆肥のC/N比は20〜30が目安となるが、籾殻混合堆肥の場合は籾殻由来の炭素が残るため、やや高めの25〜30になることが多い。これは悪いことではなく、むしろ土壌改良効果が高まる傾向として受け止められる。
必要な道具と設備の現実的な選択
籾殻混合堆肥化に最低限必要な道具はホイールローダー、堆肥舎、温度計の3点であり、いずれも高機能である必要はないが、管理の安定性を左右するため、価格だけで決めると後から作業性や測定精度の差がじわじわ効いてくる。
ホイールローダーの選定
飼養頭数50頭以下ならバケット容量0.4m³クラス、50〜100頭なら0.5〜0.6m³クラスが妥当であり、新車価格は0.4m³クラスで800万〜1,000万円、0.5m³クラスで1,200万〜1,500万円となる。中古なら半額以下で見つかるが、エンジンとミッションの状態を必ず確認したく、年式10年以上の機械は修理費がかさみやすい。
現場で使われるのはコマツのWA70、キャタピラーの906M、コベルコのLK70あたりで、コマツは部品供給が安定し故障が少なく、キャタピラーはパワーがあり重い堆肥も楽に運べる。コベルコは燃費が良く、ランニングコストを抑えやすい。
堆肥舎の構造
家畜排せつ物法に基づく管理基準では、堆肥舎は「屋根及び床を有し、雨水が浸入しない構造」が求められ、床はコンクリート舗装が基本であるため、勾配をつけて汚水が外に流出しないようにする必要がある。設備条件は地味に見えても、ここが甘いと水分管理そのものが不安定になる。
面積は飼養頭数×3〜4m²が目安で、60頭規模なら180〜240m²、天井高は4m以上あるとローダー作業がしやすい。壁は3方のみで1方を開放して搬入出口にするのが一般的で、材質は鉄骨とトタンが多く、建設費は坪単価5万〜8万円程度となっている。
温度計と水分計
堆肥用棒状温度計は1m以上の長さが必要で、アナログ式なら3,000円前後、デジタル式なら8,000円〜15,000円である。デジタル式は数値が読みやすく記録も残せるが、電池交換が必要で故障リスクもあるため、現場ではアナログ式を使う農家が多い。
水分計は必須ではないが、あると管理精度が上がる。タニタのKD-300は定価35,000円程度で、測定範囲は10〜90%。ケット科学研究所のHI-300は赤外線式で非接触測定ができるが、価格は15万円前後と高い。
現場で成果を上げるための応用技術
季節ごとの混合比調整
夏場と冬場では発酵速度が大きく異なり、気温30度の夏は発酵が早く進んで水分蒸発も速いため、籾殻の混合比は容積比1:0.3でも十分なことが多い一方で、気温5度以下の冬は発酵が遅く水分も蒸発しにくいため、混合比は1:0.5まで増やす必要がある。
北海道の農家では、冬期間は堆肥舎内にビニールシートを被せて保温する工夫をしており、これで堆肥内部の温度低下を防いで発酵を継続させる。ただしシートを被せすぎると酸素不足になるため、週に1回は外して空気を入れる。
豚糞や鶏糞との混合
牛糞だけでなく、豚糞や鶏糞にも籾殻は有効であり、豚糞の含水率は80〜90%と牛糞より高いため、籾殻の混合比は1:0.6〜1:0.8まで増やす。鹿児島県の養豚農家では、豚糞1m³に対して籾殻0.7m³を混ぜて堆肥化している。
鶏糞は含水率60〜70%とやや低いが、窒素濃度が高くアンモニア臭が強いため、籾殻混合比は1:0.4程度が適当となる。ただし鶏糞は発酵温度が70度を超えやすく、切り返し回数を増やして温度管理に注意したい。
複数の畜種を飼養している農家では、牛糞と豚糞を混合してから籾殻を加える方法もあり、牛糞と豚糞を容積比1:1で混ぜ、そこに籾殻を0.5〜0.6の比率で加えると、C/N比が安定し発酵が均一に進む。単一原料よりも扱いが難しくなる場面はあるが、配合が決まると季節変動に対応しやすい。
籾殻以外の副資材との併用
籾殻だけでは入手量が足りない場合は、他の副資材と併用し、稲わらを細断して籾殻と1:1で混ぜると、通気性と炭素源を両立できる。ただし稲わらは事前にカッターで5cm以下に切断する必要がある。
バーク(樹皮)も併用候補で、バークは籾殻より粒径が大きく、より強い通気性を確保できるため、籾殻とバークを容積比2:1で混ぜ、それを牛糞と混合する方法がある。ただしバークは製材所から購入する必要があり、1m³あたり1,000〜2,000円のコストがかかる。
堆肥の販売と利用先確保
完熟堆肥ができても、利用先がなければ保管場所が逼迫するため、販売先としては耕種農家、園芸農家、造園業者、一般家庭があり、価格は品質と地域で変わるが1トンあたり1,500〜3,000円が相場となる。堆肥化の技術だけでなく出口設計まで考えておくことが、結果として堆肥舎の回転率を左右する。
茨城県のある酪農家は、地元の野菜農家と提携して堆肥と野菜の物々交換を行っており、堆肥1トンを野菜20kg相当として計算し、年間30トンの堆肥を提供する代わりに年間600kgの野菜を受け取る。現金のやり取りがないため税務処理が簡単で、双方にメリットがある。
一般家庭向けには小袋販売も有効で、20kgを500円で販売し、道の駅や直売所に委託する方法がある。袋詰め作業は手間だが、単価は1トンあたり25,000円相当になり、ただし袋代や運搬費を考慮すると、実質的な利益は1トンあたり8,000〜10,000円程度に落ち着く。
よくあるトラブルと対処法
発酵温度が上がらない
混合後1週間経っても温度が40度以下の場合、原因は水分過多か籾殻過多であり、握り試験で水が滲むなら水分過多、握っても崩れるなら籾殻過多と判断できるため、見た目だけで決めず、触って確かめながら修正したい。水分過多なら追加の籾殻を混ぜ、籾殻過多なら新しい牛糞を加えて窒素濃度を上げる。
冬期間で気温が低い場合は発酵開始までに時間がかかるため、堆肥の山の高さを2m以上にして保温性を高め、それでも温度が上がらなければ発酵促進剤の使用を検討する。市販の好気性微生物資材を1トンあたり1〜2kg混ぜると、立ち上がりが2〜3日早まる。
異臭が消えない
完熟判定時期になってもアンモニア臭や腐敗臭が残る場合は嫌気発酵が起きており、原因は切り返し不足か水分過多であるため、追加の切り返しを2〜3回実施して十分に空気を入れる必要がある。それでも臭いが消えない場合は、籾殻を追加して水分を下げ、さらに1ヶ月発酵を続ける。
硫化水素臭がする場合は、豚糞や鶏糞が混ざっている可能性があり、硫黄分が多い飼料を与えていると糞に硫黄が蓄積し、嫌気発酵で硫化水素が発生する。対策としては切り返し頻度を上げることに加え、通気性を高めるために籾殻を追加する必要がある。
籾殻が手に入らなくなった
ライスセンターが統廃合されたり、他の農家に籾殻を取られたりして急に入手できなくなるケースがあり、代替資材としてはオガクズ、バーク、稲わら、刈り草などがあるが、それぞれ一長一短であるため、平時から複数の選択肢を持っておく方が後で慌てにくい。
最も現実的なのは複数の入手先を確保しておくことで、普段から近隣の3〜4箇所のライスセンターと関係を築き、収穫期前に連絡を入れて籾殻の発生量と引き取り可能量を確認する流れが有効になる。早めに声をかけた農家が優先的に確保できる。
どうしても籾殻が手に入らない場合は、堆肥化を一時中断し、牛糞を圃場に直接還元する方法もあるが、未熟な糞を撒くと作物の生育障害を起こすため、秋に撒いて春まで土中で分解させる必要がある。この方法は緊急避難的な対応であり、長期的には堆肥化を継続する方が土壌改良効果は高い。
判断を誤らないための定点観察項目
堆肥化の成否は日々の観察で決まり、チェック項目は温度、臭い、水分、色の4つであるため、これを記録表に残していくと失敗の原因が分析しやすくなり、次のロットで同じつまずきを繰り返しにくくなる。
温度は週2回、同じ曜日・時間に測定し、測定場所は堆肥の山の中心部、地表から50cm深さの位置とする。60度以上なら発酵良好、50〜60度なら発酵中、50度以下なら発酵終了または発酵不良と判断する。
臭いは切り返し直後に確認し、アンモニア臭が強ければ窒素過多、酸っぱい臭いなら嫌気発酵、土のような臭いなら発酵良好と判断できる。臭いは主観的な指標だが、毎回同じ人が確認することで変化を捉えやすくなる。
水分は月1回、握り試験で確認し、水が滲めば70%以上、握って固まるが指で押すと崩れるなら60%前後、握っても固まらないなら50%以下と判断する。水分計があれば、月1回は実測値を記録に残したい。
色は発酵段階で変化し、茶褐色→灰褐色→黒褐色の順に変わり、最終的に黒に近づくほど完熟度が高いが、籾殻混合堆肥は籾殻の白い殻が残るため純粋な黒にはならない。全体が暗褐色で、白い籾殻が点在する状態が完熟の目安になる。
これらの観察項目で異常が見つかったら即座に対処し、温度が下がり始めたら切り返しの準備、臭いが悪化したら通気改善、水分が高すぎたら籾殻追加というように、数値と感覚の両方で介入することが重要である。堆肥化は待つ作業ではなく、観察して介入する作業であり、観察頻度が高い農家ほど完熟堆肥の生産成功率が高いという現場の傾向も見て取れる。
この記事は「畜産経営入門 — 収益構造と経営改善の基礎」の関連記事です。畜産に関する体系的な知識はこちらのガイドをご覧ください。
この分野の統計データは「畜産の統計データ」で、グラフとテーブルで一覧できます。